Главная » Статьи
Производство душевых шлангов: от сырья до готового изделия
Душевой шланг — неотъемлемая часть современной душевой системы, простое на вид, но технологически сложное изделие. Его производство представляет собой многоэтапный процесс, требующий точного оборудования, контроля качества и понимания материаловедения. В статье подробно разберем, как создаются разные типы шлангов: гофрированные (в металлической оплетке) и гладкие (в ПВХ оплетке или без нее).

1. Сырье и материалы
Качество шланга начинается с выбора материалов.
-
Внутренняя трубка (шланг высокого давления):
- EPDM (Этилен-пропилен-диеновый каучук): Наиболее распространенный и качественный материал. Обладает выдающейся стойкостью к горячей воде (до 120°C и выше), хлору, озону и износу. Гибкий, долговечный.
- ПВХ (Поливинилхлорид): Более жесткий и менее долговечный, чем EPDM, но дешевле. Может выделять пластификаторы со временем, теряя эластичность. Часто используется в экономичных моделях.
- TPE (Термопластичный эластомер): Современный материал, сочетающий эластичность резины и простоту переработки пластика. Экологичнее ПВХ.

-
Оплетка (армирующий слой):
- Нержавеющая сталь (марки AISI 304): Золотой стандарт для гофрированных шлангов. Не ржавеет, прочная, эстетичная. Бывает разных плетений (плотное, редкое) и видов (матовое, никелированное, цветное PVD-покрытие).
- Оцинкованная сталь: Дешевле нержавейки, но подвержена коррозии во влажной среде, особенно при повреждении покрытия.
- ПВХ-нить: Используется для создания гладких цветных шлангов. Не металлическая, поэтому не боится излома и всегда сохраняет гибкость, но менее устойчива к механическим повреждениям.
- Латунная или пластиковая гофра: Для декоративных шлангов в стиле «ретро».
-
Фитинги (наконечники):
- Латунь: Самый надежный и долговечный материал. Часто покрывается хромом, никелем или декоративными покрытиями (бронза, золото).
- Нержавеющая сталь: Легче латуни, также хромируется.
- Пластик (ABS, полиакрилат): Используется в самых дешевых моделях. Непрочный, склонен к сколам и трещинам.
-
Вспомогательные материалы:
- Клеи, герметики (обычно на основе силикона), уплотнительные шайбы (резиновые или силиконовые).
2. Технологический цикл производства
Этап 1: Экструзия внутренней трубки
Процесс одинаков для всех типов шлангов.
- Подготовка сырья: Гранулы EPDM, ПВХ или TPE загружаются в бункер экструдера.
- Плавление и экструзия: Материал плавится в цилиндре экструдера и под давлением продавливается через кольцеобразную фильеру (экструзионную головку). В центре головки подается сжатый воздух, который формирует внутренний канал трубки и не дает ей схлопнуться.
- Калибровка и охлаждение: Заготовка попадает в вакуум-калибратор, где приобретает точный внутренний и внешний диаметр, а затем проходит через охлаждающую ванну с водой, где окончательно твердеет.
- Намотка: Готовая трубка наматывается на большие бухты или нарезается на отрезки нужной длины.
Контроль качества: На этом этапе проверяют диаметр, толщину стенки, отсутствие пузырей и посторонних включений, гибкость и эластичность.
Этап 2: Нанесение оплетки
Здесь пути производства гофрированных и гладких шлангов расходятся.
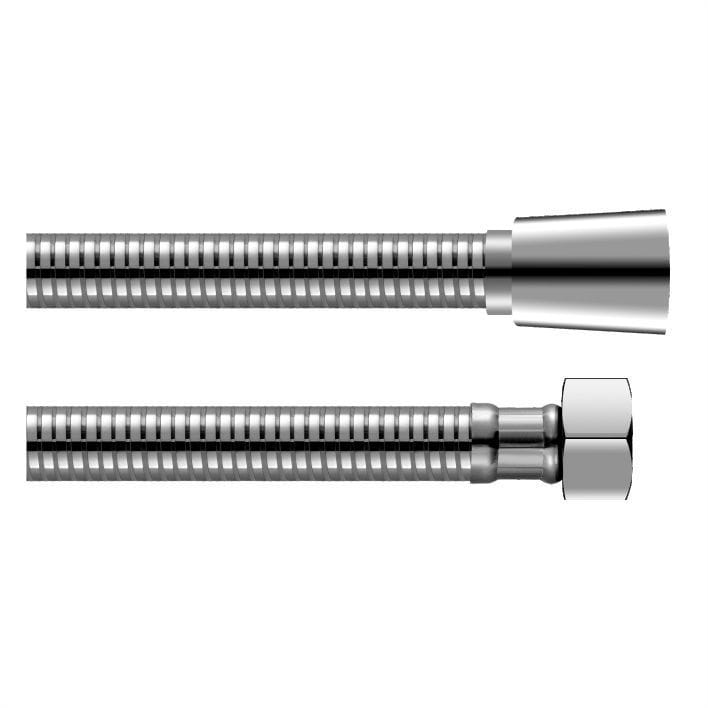
А. Производство гофрированного шланга в металлической оплетке:
- Плетение оплетки: Стальная проволока (нержавеющая или оцинкованная) подается с катушек на специальный плетельный станок. Трубка проходит через центр станка, а вокруг нее машина сплетает плотную сетку из множества нитей проволоки. Количество кареток (до 72) определяет плотность плетения.
- Обжим фитингов: Это самый ответственный этап. Подготовленные латунные фитинги (с уплотнительными кольцами и резьбой) надеваются на концы шланга. Специальный гидравлический или механический пресс с огромным усилием (до 50 тонн) обжимает фитинг, вдавливая его края в оплетку и внутреннюю трубку, создавая неразъемное и герметичное соединение. Иногда перед обжимом в фитинг заливается герметик.
- Испытание под давлением: Каждый шланг в обязательном порядке проверяют на герметичность. Его подключают к системе и подают давление, значительно превышающее рабочее (например, 25-30 бар при рабочих 10-15 бар). Шланг, прошедший испытание, маркируется.

Б. Производство гладкого шланга (в ПВХ-оплетке или без нее):
-
Экструзия внешнего слоя: Существует два основных метода:
- Одновременная коэкструзия: Внутренняя трубка и внешний декоративный слой (из ПВХ или TPE) формируются одновременно в одной экструзионной головке. Это создает прочную связь между слоями.
- Последующая оплетка и экструзия: На готовую внутреннюю трубку (EPDM) сперва оплетается слой ПВХ-нити для усиления, а затем поверх нее экструдируется тонкий слой прозрачного или цветного ПВХ/TPE. Этот слой сплавляет нити в единое целое, создавая гладкую и приятную на ощупь поверхность.
- Установка фитингов: Фитинги (чаще пластиковые или недорогая латунь) не обжимаются, а накручиваются на трубку. Резьба на внутренней поверхности фитинга нарезается непосредственно на оплетенную трубку. Для герметизации используется резиновая шайба или клеевой состав.

Этап 3: Сборка и упаковка
- Присоединение душевой лейки и штуцера (если товар реализуется в наборе): Готовый шланг может укомплектовываться стандартной или дизайнерской лейкой и соединительным штуцером для подключения к системе.
- Финальный контроль: Визуальная проверка на наличие дефектов, проверка гибкости, комплектации.
- Упаковка: Шланг аккуратно сворачивается (часто с помощью специального станка, чтобы избежать перегибов), фиксируется стяжками или клипсами и помещается в блистерную упаковку или картонную коробку с инструкцией.
3. Особенности производства разных видов
- Антибактериальная защита: Во внутренний слой материала могут добавляться ионы серебра или другие антимикробные добавки на этапе смешения гранул перед экструзией.
- Шланги с эффектом «memory foam»: Достигается за счет использования особо мягких сортов EPDM и специальной конструкции оплетки, которая не препятствует возвращению шланга в исходную форму.
- Ретро-шланги: Вместо оплетки используется спираль из латунной или пластиковой гофры, которая надевается на трубку, а фитинги имеют винтажный дизайн.
Производство душевого шланга — это отлаженный высокотехнологичный процесс, где ключевыми факторами качества являются правильный выбор сырья (особенно внутренней трубки из EPDM), точность экструзии и надежность обжима фитингов. Понимание этих этапов помогает осознанно выбирать продукцию: гофрированные шланги в оплетке из нержавеющей стали с обжимными латунными фитингами служат десятилетиями, в то время как гладкие ПВХ-шланги с накручивающимися фитингами являются более бюджетным и менее долговечным, но эстетичным вариантом.